海天車床加工零件步驟說明主要包含有切削三要素、切削速度、機(jī)床進(jìn)給量;我們所說的海天車床切削三要素主要包括海天車床的切削速度和海天車床的進(jìn)給量還有海天車床的背吃刀量。
海天車床切削速度主要和海天車床主軸轉(zhuǎn)速有關(guān),其中海天車床的切削速度計(jì)算公式為
切削速度=轉(zhuǎn)速×д×工件待加工表面直徑/1000。工件材質(zhì)、工件尺寸、工件是否進(jìn)行熱處理、切削工件的車刀都與轉(zhuǎn)速有關(guān),還需掌握海天車床轉(zhuǎn)速和中滑板的進(jìn)給量的調(diào)整。
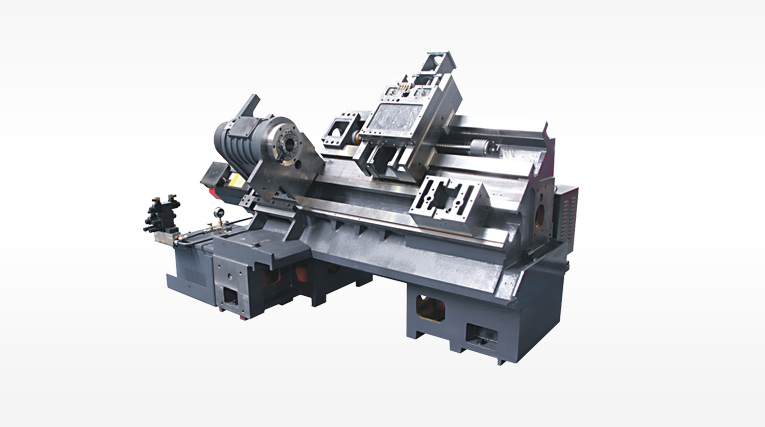
進(jìn)給量是海天車床加工的一個(gè)重要條件,進(jìn)給量分為中滑板的進(jìn)給量和大滑板的進(jìn)給量。根據(jù)滑板的精度和刻度,要正確讀數(shù),如:假設(shè)大滑板的精度每格0.5mm,中滑板的精度每格0.02mm,如圖所示,要將直徑35mm、長度88mm的鐵棒車成直徑30mm、長度85mm 的鐵棒,則對(duì)刀后大滑板水平進(jìn)給3mm(大滑板轉(zhuǎn)盤轉(zhuǎn)3mm/0.5mm=6格),中滑板縱向進(jìn)給(35-30)/2=2.5mm(中滑板轉(zhuǎn)盤轉(zhuǎn)2.5/0.02=12.5格)。
還有一個(gè)加工零件至關(guān)重要的因素是海天車床的背吃刀量:車削時(shí)工件上待加工表面直與已加工表面間的垂直距離。
海天車床加工零件操作步驟如下:
1、 毛坯:材質(zhì)45# ,直徑38mm的鐵棒加工成如上圖所示的多臺(tái)階軸。
2、 裝夾方法:采用兩頂尖裝夾保證海天車床加工零件其位置精度,粗車時(shí)采用三爪定心卡盤定位。
3、 海天車床刀具和量具的選擇: 1)刀具:45°車刀、90°車刀、切斷刀、A形ф4中心鉆等。
2)量具:游標(biāo)卡尺、25-50mm的外徑千分尺等。
4、 讀圖:分析采用什么工藝加工此零件,錐度如何計(jì)算,測量切斷刀厚度。
5、 車削順序
① 用海天車床的三爪定心卡盤夾持直徑為38mm的坯料,用扳手夾緊坯料,夾緊后必須取下扳手,伸出長度不小于100mm,啟動(dòng)海天車床(事先調(diào)好轉(zhuǎn)速和進(jìn)給量),將手柄向上提,保證主軸正轉(zhuǎn),車削端面;若軸的徑向跳動(dòng)和軸向跳動(dòng)度沒有具體要求或跳動(dòng)不大,則車端面后,不需鉆中心孔;若跳動(dòng)度有具體要求或跳動(dòng)太大,車端面之后需要鉆ф4中心孔(查表選用);車外圓直徑由ф38到ф35(作用是去除鐵棒表面的銹蝕部分,保證鐵棒見光),車削至卡盤處,再車削ф25×10的工藝臺(tái)階。
② 調(diào)頭找正夾牢(扳手操作如上),啟動(dòng)海天車床將大劃板劃到工件端面附近,保證大劃板整數(shù)刻度(如50mm)與刻線對(duì)齊,同時(shí)保證工件長度不小于85mm,然后向上提手柄,車削端面,截總成至尺寸85mm處,用車刀刻一條線,鉆ф4中心孔。
③ 一端夾持工藝臺(tái)階,一端頂住工件,車削以下尺寸:
大劃板(縱向進(jìn)給)逆時(shí)針轉(zhuǎn)動(dòng)向左,順時(shí)針轉(zhuǎn)動(dòng)向右,
中劃板(橫向進(jìn)給)逆時(shí)針轉(zhuǎn)動(dòng)退刀,順時(shí)針轉(zhuǎn)動(dòng)進(jìn)刀,
海天車床的下滑板操作設(shè)置
A. 車削外圓直徑至ф30mm,車削長度85mm:重新外圓對(duì)刀,試車ф33×5的工藝臺(tái)階(注意,盡量使工藝臺(tái)階車削后,中劃板的整數(shù)刻度與刻線對(duì)齊。如若將ф35車至ф33時(shí),整數(shù)刻度10mm正對(duì)刻線,走刀時(shí)計(jì)算很方便;若將ф35車至ф33時(shí),超出整數(shù)刻度10mm十五小格與刻線對(duì)齊,即10.3mm刻度與刻線對(duì)齊,此時(shí)方法一是每次走刀時(shí)將這十五小格算進(jìn)來,方法二是使整數(shù)刻度10mm正對(duì)刻線,測量此時(shí)直徑的大小如:33.3mm,可能有測量誤差),記錄此時(shí)中劃板與刻線對(duì)齊的刻度1,如10mm刻度線,采用自動(dòng)手柄向下自動(dòng)車削外圓至劃線處(此時(shí)大劃板逆時(shí)針轉(zhuǎn)動(dòng)85/0.5=170小格),逆時(shí)針微調(diào)中劃板手柄,順時(shí)針轉(zhuǎn)動(dòng)大劃板手柄使車刀與工件分離,計(jì)算走刀尺寸:(33-30)/2=1.5mm,1.5mm/0.02mm=75小格,中劃板順時(shí)針轉(zhuǎn)動(dòng)45小格,記錄此時(shí)中劃板與刻線對(duì)齊的刻度2,車削外圓,再車20小格,記錄此時(shí)中劃板與刻線對(duì)齊的刻度3,用游標(biāo)卡尺測量外圓直徑,假設(shè)是30.2mm,中劃板應(yīng)一次性順時(shí)針轉(zhuǎn)動(dòng)(30.2-30)/2/0.02=5小格,車削外圓,記錄此時(shí)中劃板與刻線對(duì)齊的刻度4,則能保證外圓直徑為ф30,長度≥85mm 。

B. 車削外圓直徑至ф26(+0.021/+0.008)mm,車削長度70mm:若鐵棒需要淬火,用上述方法在刻度4的基礎(chǔ)上粗車外圓ф26(+0.5/+0.2),如26。5mm,長度70mm,半精車外圓至ф26(+0.2/+0),如26.1mm,長度70mm,工件加工完后經(jīng)淬火后再精車外圓ф26(+0.021/+0.008)mm,如26.02mm,長度15mm;若鐵棒不需淬火,用上述方法在刻度4的基礎(chǔ)上粗車外圓ф26(+0.2/+0),如26.2mm,長度70mm,精車至外圓ф26(+0.021/+0.008)mm,如26.02mm,長度15mm。并記錄此時(shí)中劃板與刻線對(duì)齊的刻度5 。
C. 車削外圓直徑至ф22±0.1 mm,車削長度20mm:用上述方法在刻度5基礎(chǔ)上車削外圓ф22±0.1 mm,車削長度20mm,記錄此時(shí)中劃板與刻線對(duì)齊的刻度6。
D. 車削外圓直徑至ф15.8mm,車削長度16mm:用上述方法在刻度6基礎(chǔ)上車削外圓ф15.8mm,車削長度16mm,記錄此時(shí)中劃板與刻線對(duì)齊的刻度7。
E. 車削退刀槽:用上述方法在刻度7基礎(chǔ)上車削退刀槽,保證直徑ф12mm。
F. 車削圓錐:計(jì)算錐度C,圓錐大端直徑與小端直徑之差和圓錐長度之比叫錐度。圓錐半角,,通過計(jì)算得到的大小。車削圓錐時(shí),注意大劃板不動(dòng),制動(dòng)中劃板和小劃板。將小劃板螺絲松開,注意角度板面的角度精度,調(diào)整角度為正確的加工角度(半角大小)。車削加工方法同A。
G. 倒角并車削螺紋:用45°車刀倒角,調(diào)節(jié)主軸轉(zhuǎn)速至20r/min,采用M16螺紋成型刀加工,加工至退刀槽時(shí),扮下手柄,使主軸反轉(zhuǎn),M16螺紋成型刀就會(huì)按原路返回,并退刀。
H. 切斷并取下工件:用切斷刀在事先用車刀刻的一條線處,割斷并取下工件,要保證工件尺寸不小于85mm。
I. 取下工件后,測量工件的主要尺寸,自我檢查一遍,若工件尺寸正確,則工件加工合格,若工件尺寸不正確(有誤差)也可算合格,若工件尺寸不正確(不是誤差造成的)就必須返修工件,無法返修的直接報(bào)廢,重新再來。
J. 工件長度尺寸加工完后,再將ф30處倒角,即工件加工完成。



 聯(lián)系電話:13913106041
聯(lián)系電話:13913106041 傳真:0512-66388854
傳真:0512-66388854 郵箱:szruiyong@163.com
郵箱:szruiyong@163.com 地址:{dede:global.cfg_add/}
地址:{dede:global.cfg_add/}
 首頁
首頁 關(guān)于海天
關(guān)于海天 產(chǎn)品展示
產(chǎn)品展示 行業(yè)咨詢
行業(yè)咨詢 新聞資訊
新聞資訊 聯(lián)系我們
聯(lián)系我們